
Система контроля детали и инструмента для обрабатывающих центров с ЧПУ
Содержание:
- Датчики
- Установка заготовки и контроль детали в процессе ее изготовления
- Наладка, контроль и обнаружение поломки инструмента
- Расширение возможностей системы за счет программных продуктов
Появление станков с ЧПУ серьезно изменило подход к вопросу контроля инструмента, заготовки и детали при подготовке и в процессе обработки. Сами этапы выполнения работ остались неизменными. Вот они:
- измерение и установка заготовки с заданным ориентированием ее относительно осей станка (привязка заготовки)
- измерение и установка инструмента в рабочий орган станка, а также его привязка
- предварительная обработка детали
- промежуточный контроль состояния и размеров инструмента
- промежуточный контроль размеров детали
- ввод корректив по результатам промежуточного контроля
- окончательная обработка с учетом корректив
- измерение размеров готовой детали с выводом о ее соответствии требованиям чертежа
Что изменилось?
Во-первых, для станков с ЧПУ привязка инструмента производится не к детали (по первой стружке), а к системе координат станка. К ней же привязывается заготовка. Это позволяет разделить две процедуры привязки и сделать их независимыми.
Во-вторых, для станков с ЧПУ доля времени на вспомогательные операции (измерение, привязка, контроль) при «ручном» их исполнении становится непомерно большой в общем цикле изготовления детали. Это связано с высоким уровнем автоматизации и большей производительностью непосредственного процесса обработки.
В-третьих весь процесс обработки происходит, что называется за «закрытыми дверьми». Для промежуточного контроля станок необходимо останавливать. Кроме того, поломка инструмента остается незамеченной, и станок как ни в чем не бывало продолжает обработку огрызком резца или фрезы.
Все это привело к появлению автоматизированных систем привязки и контроля инструмента и детали, которые интегрированы, как правило, с системой ЧПУ станка. Сердцем такой системы является комплект датчиков и щупов, которые обеспечивают измерения, а также комплект программного обеспечения, который обеспечивает интеграцию с системой ЧПУ и предлагает ряд разнообразных возможностей.
Рассмотрим возможности подобных систем на примере продукции известнейшей в этой области компании Renishaw. Большинство клиентов Renishaw применяет датчики для привязки заготовки к системе координат станка и для осуществления перехода в рабочую систему координат в системе ЧПУ станка. Все измерения выполняются в автоматическом режиме, включая обновление коррекции в системе ЧПУ станка, что позволяет исключить влияние человеческого фактора и необходимость в постоянном присутствии оператора. Другое широко распространение применение датчиков Renishaw - распределение припусков перед началом финишной обработки. По окончании черновой обработки выполняются измерения, результаты которых загружаются в систему ЧПУ. Затем на основании результатов измерений происходит автоматическая корректировка программы финишной обработки станка.
Датчики
В основе системы находятся два элемента:
- датчик для измерения и контроля инструмента
- датчик (щуп) для контроля детали
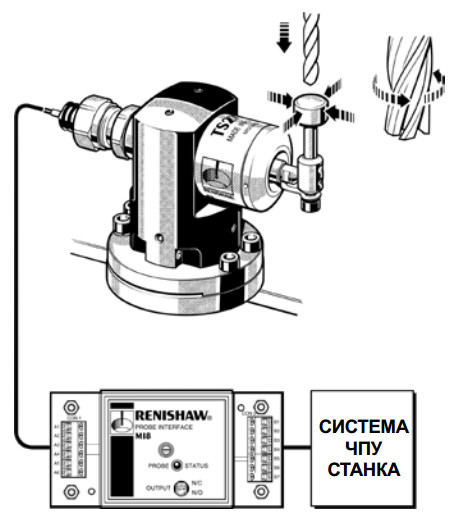
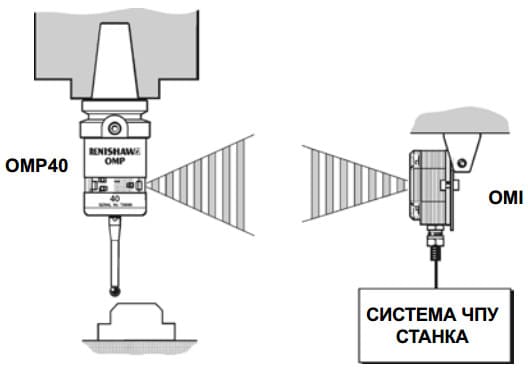
Между датчиками и системой ЧПУ станка, на котором используется эти датчики, должна быть установлена связь. Сигнал срабатывания датчика должен попадать в систему ЧПУ станка, чтобы зарегистрировать момент касания заготовки или инструмента щупом датчика. Кроме того, между системой ЧПУ и датчиком должна существовать обратная связь, чтобы УЧПУ станка могло управлять работой датчика. Эта связь может быть оптической, индуктивной, радиочастотной или проводной.
Щупы для контроля детали находятся в инструментальном магазине станка и устанавливаются в шпиндель сменщиком инструмента.
Датчики контроля инструмента устанавливаются, как правило, на рабочем столе станка и соединены с ЧПУ проводной связью.
Установка заготовки и контроль детали в процессе ее изготовления
Привязка к системе координат станка
Датчик позволяет определить положение заготовки, обновляя автоматически значения рабочих смещений и обеспечивая правильность обработки детали с первого раза.
Датчик также может быть использован для:
• идентификации заготовок при использовании гибких производственных систем
• определения положения заготовки, а также обнаружения ее неправильной загрузки с целью исключения брака.
• распределения припусков на обработку с тем, чтобы быстро и безопасно подвести режущий инструмент к заготовке.
Контроль первой детали
При изготовлении партии одинаковых изделий контроль первой детали непосредственно на станке позволяет:
• снизить время простоя станка, связанное с ожиданием результатов проверки на дополнительном устройстве вне станка.
• производить автоматическую коррекцию любых ошибок.
Контроль внутри технологического процесса
Измерение параметров деталей после предварительной обработки с тем, чтобы:
• обеспечить необходимую точность финишной обработки.
• выявить ошибки, прежде чем они приведут к появлению бракованного изделия.
Периодичность измерений определяется стоимостью изготавливаемой детали и степенью уверенности в неизменности характеристик станка на протяжении всего процесса обработки.
Проверять основные параметры изделия в процессе автоматической обработки обычно приходится при изготовлении дорогостоящих деталей.
Окончательный контроль
Контроль детали на соответствие заданным допускам по окончании обработки позволяет:
• убедиться в том, что изготовленное изделие соответствует заданным техническим требованиям.
• получать размеры обработанных изделий для статистического мониторинга процесса обработки.
Наладка, контроль и обнаружение поломки инструмента.
Наладка инструмента
Неподвижный или вращающийся инструмент подводится к щупу датчика и касается его наконечника:
• Наладка по длине неподвижного инструмента (метчики, сверла и т.п.)
• Наладка по длине вращающихся торцевых фрез и другого крупногабаритного режущего инструмента
• Наладка вращающегося инструмента (шпоночные фрезы, расточные оправки и т.п.) по диаметру
Контроль инструмента
Контроль длины и диаметра режущего инструмента перед началом обработки, для того чтобы исключить ошибки при выборе инструмента.
Определение поломки инструмента
Быстрая проверка режущего инструмента на предмет поломки (изменения длины) после окончания обработки.
Расширение возможностей системы за счет программных продуктов
Постпроцессоры Renishaw обеспечивают совместимость программного обеспечения Productivity+™ с большинством систем ЧПУ
Productivity+™ ActiveEditorPro
Данная программа создавалась как автономное решение, позволяющее пользователям импортировать извлеченные из CAD-системы объемные модели Parasolid®. Пользователи могут запрограммировать контактные измерения, просто выбирая мышью одну из моделей и выполняя инструкции диалогового интерфейса. Active Editor Pro позволяет считывать уже существующие управляющие программы и добавлять в них циклы измерений, что избавляет от необходимости редактировать программы непосредственно в системе ЧПУ станка. Уменьшение объема ручного редактирования снижает вероятность появления ошибки в программе и, следовательно, сокращает время, затрачиваемое на поиск ошибок. Кроме того, использование в программном обеспечении функции обнаружения столкновения предотвращает датчик от выполнения потенциально опасных перемещений в измерительном цикле, дает пользователю дополнительную уверенность в отсутствии ошибок в программе и сокращает время отладки. Таким образом, с помощью семейства программ Productivity+™ можно ускорить процесс программирования и сделать его более эффективным. Данные программы можно запускать на персональном компьютере и, тем самым, программировать измерения вне производственного цеха без вывода станков из производственного процесса.
Productivity+™ ActiveEditor
При отсутствии 3-D модели можно воспользоваться Active Editor – программой с диалоговым интерфейсом, с помощью которой можно создавать программы обработки с измерительными циклами, сразу готовые для запуска на станке. Так же как и Active Editor Pro, программа Active Editor позволяет считывать уже существующие управляющие программы и добавлять в них циклы измерений, что опять избавляет от необходимости редактировать программы непосредственно в системе ЧПУ станка. Удобный для пользователя диалоговый интерфейс со встроенным справочным руководством значительно облегчает разработку программ измерений. Высокий уровень надежности позволяет обходиться без проверки выходного файла постпроцессора. Так же как и ActiveEditorPro, программа ActiveEditor из Productivity+™ позволяет импортировать имеющиеся программы обработки и включать в них измерительные циклы для наладки инструмента и обнаружения его поломки, для привязки заготовки или для контроля готового изделия при помощи удобной в использовании программы GUI.
Утилита Productivity+ GibbsCAM®
Утилита Renishaw’s Productivity+™ GibbsCAM® – идеальное решение для пользователей GibbsCAM®, желающих дополнить свои программы обработки измерительными циклами. Будучи совместимой с GibbsCAM® (версии 6, 7 или 8), утилита Productivity+™ GibbsCAM® позволяет моделировать измерительные операции на экране, придавая дополнительную уверенность в правильности организации измерений. Использование утилиты Productivity+™ GibbsCAM дает пользователю те же преимущества, что и автономный пакет программного обеспечения Active Editor Pro: позволяет импортировать измерительные циклы для наладки инструмента и обнаружения его поломки, для привязки заготовки к системе координат станка или для контроля готового изделия. Кроме того, использование привычного интерфейса GibbsCAM® дополнительно упрощает данную процедуру. Так же как и в Active Editor Pro, в утилите GibbsCAM® реализована мощная функция определения столкновения. Датчик рассматривается просто как еще один инструмент в магазине станка, и создание измерительных циклов происходит вместе с программированием перемещения инструмента, становясь органичной часть процесса разработки управляющей программы. Польза от взаимосвязи GibbsCAM®/Productivity+™ состоит в том, что в программе можно предусмотреть измерения до того, как пострпроцессор выполнит ее обработку, поэтому нет необходимости редактировать файл еще раз в системе ЧПУ станка. Productivity+™ также поможет поддержать или восстановить хороший метод организации работы в условиях производства. Реализация измерений на этапе CAM-программирования позволяет избежать ручного редактирования измерительных циклов. Для пользователей GibbsCAM® утилита Productivity+™ GibbsCAM® – очевидный выбор в пользу самой простой и быстрой реализации измерительных циклов в процессе металлообработки
Автор статьи: ведущий технолог АО "КоСПАС" М.В. Ягупов